











 K200366/RK80711")
 K200366/RK80711")
 K200366/RK80711")
 K200366/RK80711")
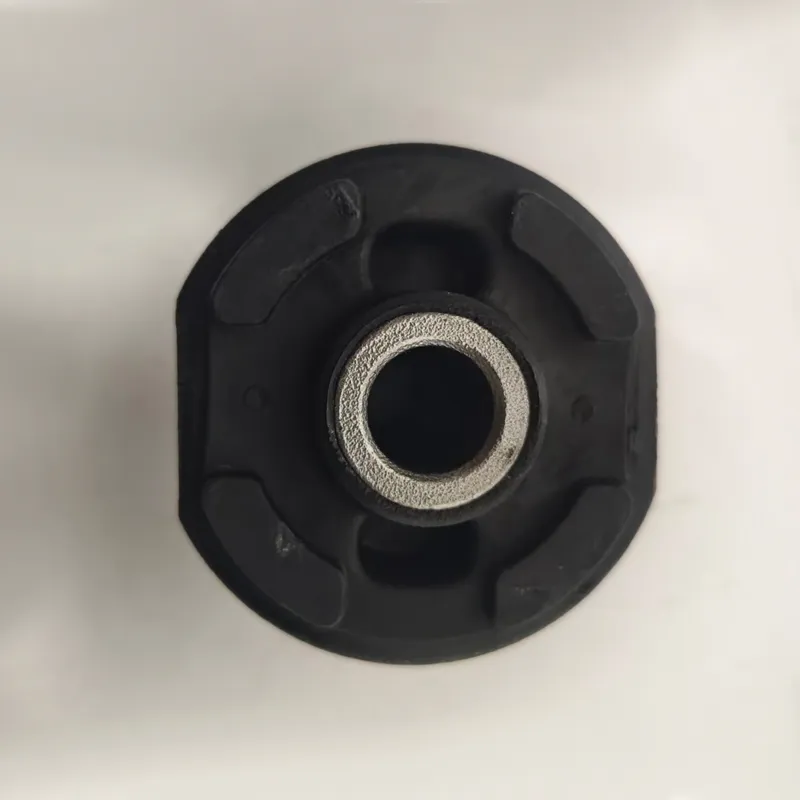
Амортизационная втулка (серая) K200366/RK80711
Предварительно обработанные металлические внутренняя и внешняя гильзы помещаются в специальную пресс-форму для вулканизации, а в зазор между гильзами укладывается резиновая заготовка.
Описание
маркер
MOOG: K200366/RK80711
Предварительно обработанные металлические внутренняя и внешняя гильзы помещаются в специальную пресс-форму для вулканизации, а в зазор между гильзами укладывается резиновая заготовка. После смыкания пресс-формы она отправляется в плиточный вулканизационный пресс, где устанавливаются параметры вулканизации, и посредством нагрева и давления резина подвергается вулканизации и сшиванию, одновременно формируя прочное соединение с металлическими гильзами.
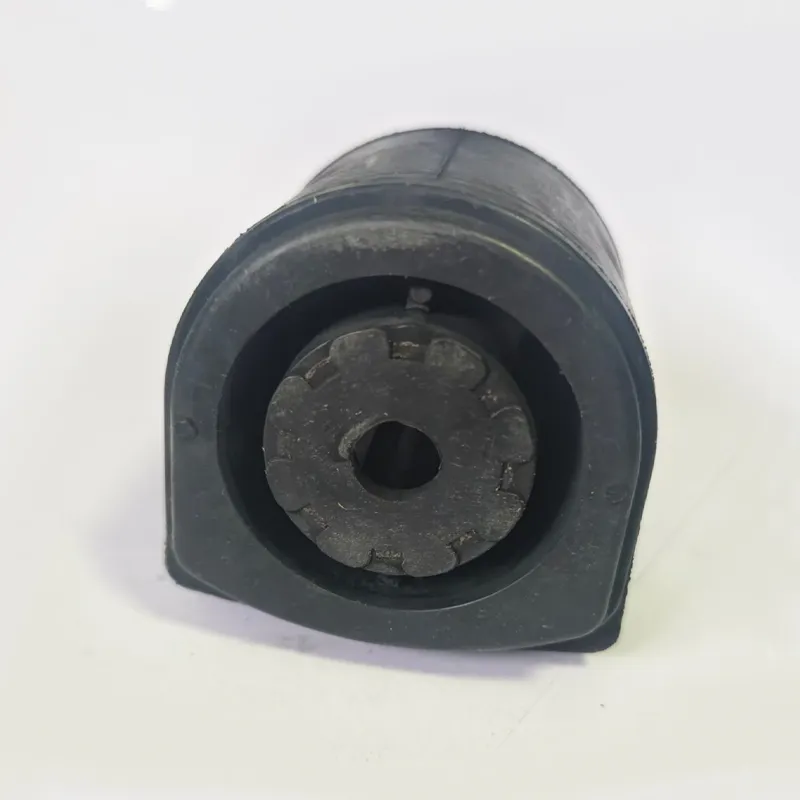
После завершения вулканизации пресс-форма охлаждается до температуры ниже 60℃, затем размыкается, и извлекается предварительно отформованная втулка. На краях отформованной втулки остаются облои эластомера, которые удаляются методом криогенной зачистки. Затем с помощью гидравлического пресса на оба конца внутренней втулки запрессовываются заранее изготовленные металлические крышки. Эти крышки могут создавать точное ограничение хода при взаимодействии с кронштейном шасси, обеспечивая соответствие угла установки и положения втулки проектным требованиям; одновременно фиксирующие элементы (защелки) или конструкция запрессовки крышек усиливают целостность узла втулки, предотвращая ослабление компонентов в процессе транспортировки и сборки.
 К200366.RК80711.3")
 К200366.RК80711.2")
связаться с нами
Сопутствующие популярные продукты

Коррозионностойкая тяга стабилизатора
По сравнению с металлической трубой, вес пластиковой трубы значительно снижен, что позволяет уменьшить неподрессоренную массу шасси (вес, не поддерживаемый пружинами подвески).

Металлическая тяга стабилизатора
Данное изделие состоит из металлического болта, резинового блока, металлической трубы и пластиковой металлической шайбы.

Амортизационная втулка (серая) 4764456AA
Данная втулка предназначена для рычагов подвески K7425/K7427, состоит из внутренней трубы, наружной трубы и резинового элемента.

Амортизационная втулка (серая) 4766910AG#
Данная втулка предназначена для рычага подвески RK-641333/RK-641334, использует металлический наружный корпус с внешним диаметром 77, внутренним диаметром 73 и длиной 40 в сочетании с внутренней трубой из алюминиевого сплава.

Амортизационная втулка (серая) 52038025
Данная втулка имеет внешний диаметр 46, внутреннее отверстие 10,3, длину 51 и предназначена для сварного рычага подвески MOOG:K640797.

Компактный узел тяги стабилизатора в сборе
Тяга стабилизатора (также называемая тягой антикренового стержня) является ключевым компонентом, соединяющим стабилизатор поперечной устойчивости (антикреновый стержень) с нижним рычагом подвески / опорой амортизатора.

Амортизационная втулка (серая) K-200362
Предназначена для малой втулки Форд Эксплорер MOOG:RK621604, состоит из металлической наружной трубы с внешним диаметром 45,3 и длиной 39, металлической внутренней трубы с внешним диаметром 21, внутренним отверстием 16,3 и длиной 55, в сочетании с натуральным каучуком.

Амортизационная втулка (серая) K7389
Данная втулка предназначена для рычага подвески MOOG:RK641558/RK641559 модели Джип.

Амортизационная втулка (серая) K200200
В качестве промежуточного сайлент-блока поперечного рычага подвески, данный элемент в первую очередь отвечает за точку опоры крепления рычага к кузову.

Амортизационная втулка (серая) K200356
Данная втулка изготавливается из корпуса из стали марки 20, внутренней втулки и промежуточного заполнения высокопроизводительной резиной на выбор.

Амортизационная втулка (серая) K7390
Данная втулка предназначена для рычага подвески RK3198, использует металлический наружный корпус с внешним диаметром 34, внутренним диаметром 30 и длиной 32,5.

Соединительная тяга стабилизатора
Данное изделие состоит из болта размером 8*1,25*85 мм длины, трёх резиновых блоков, одной металлической шайбы, одной пластиковой шайбы и одной металлической гайки.

Амортизационная втулка (красная) 3521.F3
Данная втулка имеет пластиковый корпус, который после запрессовки в алюминиевый кронштейн предотвращает проникновение влаги и химических веществ через алюминиевый кронштейн в резиновый слой, вызывающее его старение и растрескивание.
Амортизационная втулка (серая) 4895668A
Данное изделие предназначено для рычагов подвески K620177/K620178, имеет внешний диаметр 50, внутреннее отверстие 14,3, длину 60. Пазы на обеих сторонах наружной трубы и углубления в резине расположены в фиксированных позициях, чтобы обеспечить позиционирование при запрессовке в рычаг подвески.

Стабилизатор поперечной устойчивости
Данное изделие имеет основную структуру, состоящую из металлического болта, резинового блока, полиформальдегидной пластмассы и пластиковой металлической шайбы.
Амортизационная втулка (чёрная) 04743094AA
Данная цельнолитая резиновая втулка выполняет ключевую роль в амортизации и демпфировании, виброизоляции и снижении шума, ограничении траектории движения компонентов, одновременно защищая структуру шасси и повышая комфорт вождения и поездки.



